更多TAG標(biāo)簽
聯(lián)系我們
- 永嘉縣甌北鎮(zhèn)東甌街道張堡工業(yè)區(qū)
- 0577-67317379、67365232
- 13868647363
- zhongtefamen@163.com
- 0577-67317193
- 上一篇:插板閥結(jié)露是怎么回事?
- 下一篇:刀閘閥操作起來沒有效果?
刀閘閥工藝介紹方案?
來源: 閥門技術(shù) 發(fā)布時(shí)間: 2021-03-15 13:37 瀏覽次
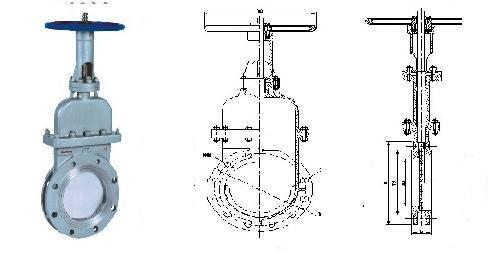
刀閘閥工藝介紹方案?
刀閘閥被廣泛應(yīng)用于各個(gè)領(lǐng)域,可分為軟密封球閥和硬密封球閥金屬硬密封球閥目前,刀閘閥常用的金屬硬密封表面硬化工藝主要有以下幾種:
刀閘閥被廣泛應(yīng)用于各個(gè)領(lǐng)域,可分為軟密封球閥和硬密封球閥金屬硬密封球閥目前,刀閘閥常用的金屬硬密封表面硬化工藝主要有以下幾種:
1.球體硬面(或噴焊)硬質(zhì)合金,硬度可達(dá)40HRC以上。球體堆焊工藝復(fù)雜,生產(chǎn)效率低,大面積堆焊容易使零件變形,堆焊工藝在球體很少使用。
2.刀閘閥表面鍍硬鉻,硬度60 ~ 65 HRC,厚度0.07 ~ 0.10 mm,鍍鉻層硬度高、耐磨、耐腐蝕,能長時(shí)間保持表面光亮。工藝相對簡單,成本低,隨著溫度的升高,硬鉻涂層的硬度會由于內(nèi)應(yīng)力的釋放而迅速降低,其工作溫度不能高于427,鍍鉻層結(jié)合力低,鍍層容易脫落。
3.刀閘閥表面采用等離子滲氮,表面硬度可達(dá)60 ~ 65 HRC,滲氮層厚度為0.20 ~ 0.40 mm。由于耐蝕性差,等離子滲氮硬化工藝不能用于化工等領(lǐng)域。
4.刀閘閥表面超音速噴涂硬度最高為70 ~ 75 HRC,骨料強(qiáng)度高,厚度為0.3 ~ 0.4 mm。超音速噴涂是球體火力發(fā)電廠、石油化工系統(tǒng)和煤化工行業(yè)高粘度流體表面硬化的主要技術(shù)手段;這種硬化工藝多用于含粉塵和固體顆粒的混合流體以及強(qiáng)腐蝕的流體介質(zhì)。
推薦閥門產(chǎn)品
推薦閥門信息
- 刀閘閥操作起來沒有效果?
- 電動插板閥有什么不一樣?
- 怎么提高刀閘閥的工作速度?
- 電動刀閘閥材料怎么選擇?
- 插板閥還有哪些細(xì)節(jié)可以改善?
- 刀型閘閥如何避免材料的浪費(fèi)?
- 插板閥運(yùn)行中有些什么問題出現(xiàn)?
- 單向止水鑄鐵鑲銅閘門四大特點(diǎn)
- 平板鋼閘門
- 泵站專用鑄鐵鑲銅閘門安裝方法
- 雙向止水鑄鐵鑲銅閘門原理介紹
- F643X氣動盲板閥詳細(xì)參數(shù)資料
- 插板閥的配件運(yùn)轉(zhuǎn)原理?
- 插板閥怎么更好的解決密封結(jié)構(gòu)?
- 刀型閘閥的閥體擠壓塊有什么價(jià)值?
- 刀閘閥為什么會堵塞?怎么解決?
- 插板閥是怎么組成?
- 刀型閘閥在城市管道的地位?
- 刀型閘閥永遠(yuǎn)不會生銹嘛?
- 手電動平面鋼閘門
- 方形蝶閥的安裝注意事項(xiàng)


 聯(lián)系客服微信
聯(lián)系客服微信